Inside the Box
Glazed Modular Container Design, Delivery, Challenges & Considerations.
Presented on October 12, 2022 at Facade Tectonics 2022 World Congress
Sign in and Register
Create an Account
Overview
Abstract
The trend towards modular and unitized facades continues to grow in popularity due largely in part to the efficiencies gained in terms of cost and time. Along with these efficiencies come challenges and not only new ways of thinking about how we design and install facades but also how these systems are ultimately delivered to the project.
Modular container glazing in and of itself may be considered similar to more traditional unitized glazing systems as these containers generally employ factory assembled and glazed exterior façade systems. While it is common to do these systems in a factory, they are generally deployed to the site. With modular containers, it could be said that the project comes to the factory as glazing systems are fixed and sealed to containers and the containers are then fitted with MEP, finishes, furnishings etc. Basically, everything but the bed sheets.
Modular delivery requires a great deal of planning and coordination in terms of sequence of installation as all trades are working in a factory environment. It also requires maintaining the condition of the finished work during construction as well as in shipment and in storage prior to being installed on-site and ultimately the in-service performance of the systems.
This paper will discuss some of the challenges of designing, engineering, testing, producing, shipping and storing glazed modular containers from a façade perspective with a focus on how the glazing systems (as well as temporary environmental separation systems) play a significant role in the overall success of the project. We will explore the topics of performance and quality as we outline critical processes and highlight tools, methods and lessons learned to assist those who may journey into the realm of modular cladding and glazing
Authors

Michael Plewacki
Principal, Façade Practice Leader
Morrison Hershfield now Stantec
Keywords
Introduction
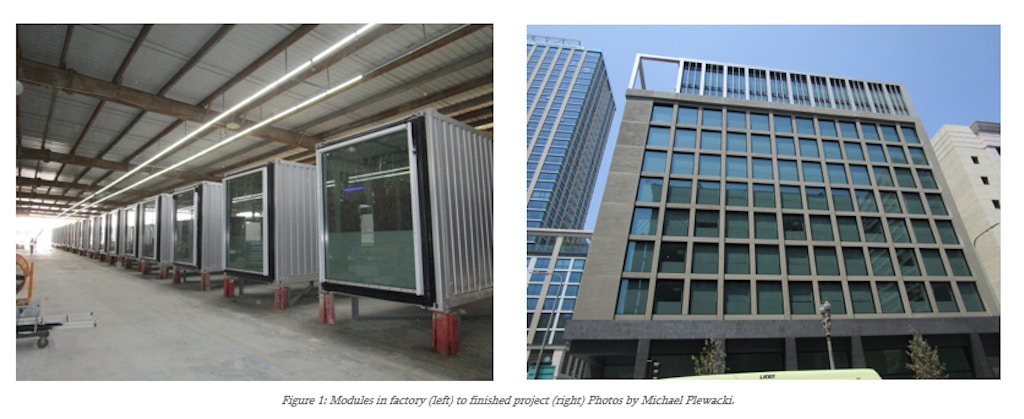
Purpose built modular “shipping” containers are fabricated on a production line to produce a fully welded steel enclosure. Once steel structure of the module is complete, they are transferred to a workshop where they are provisioned with exterior glazing assemblies, thermal insulation, fireproofing, MEP (Mechanical, Electrical, Plumbing) and interiors finishes prior to FF&E (Furniture, Fixtures & Equipment).
Module size varies depending on project requirements and shipping constraints, but they are generally sized like the intermodal shipping container that we are all used to seeing on the road, rail and at ports. It is important however to understand, for the purpose of this paper, that we are not discussing adaptive reuse of intermodal containers. Modular containers in the context we will discuss are new and specifically built for the project and intended to be stacked in an interlocking manner to produce a composite structure.
Full volume modular container construction is increasing in popularity due to efficiencies gained from production in a controlled manufacturing environment where multiple trades can work together in a production line fashion to reduce time and cost of the finished product. Likewise, there are similar benefits for the on-site team during installation.
Glazing and cladding options range from punched open windows to full unitized curtain wall like facades. The glazing and façade systems deployed here are most often fabricated, assembled and glazed at a specialized facility and shipped to the module workshop for installation. At both locations, it is critical to have factory quality control and assurance processes and procedures in place to address the continuity of the enclosure for in-service performance.
Once factory work has been completed, modules are packaged then transported from the factory to a shipping port where they are transferred to a shipping container vessel for the journey to the destination port. From here they are offloaded, staged and subsequently shipped to the project site of installation. The duration of this time in transit can vary from a few weeks to a few months. Units may then be stored at the port or staged for installation even longer.
At the project site, modules are generally stacked and structurally secured to each other as well as any main-frame structure required, and then waterproofed to one another and adjacent construction by sealant and sheet membrane. Following the dry in of the assembly, additional site installed exterior thermal insulation and façade elements may be added based on the desired project aesthetic design / performance requirements.
Delivering quality modular enclosures and maintaining the quality of the module interiors through project completion are challenges we will discuss in this paper.

Module Fenestration Design
A window system design must not only be aesthetically pleasing and provide environmental separation but also consider the movement of the modular container structure including vertical deflection and lateral movement
Access Restricted
Fenestration Testing: Performance Mock-Up
For both validation of structural performance along with air and water penetration performance, it is highly recommended that a performance mock-up be considered as part of the overall delivery process.
Access Restricted
Factory “Field” Testing
Although mock-up testing and window design for modular containers is much in line with that of a traditional façade delivery, the field testing of these modules requires an alternative approach.
Access Restricted
Conclusion
Modular delivery requires a great deal of planning and coordination in terms of sequence of work as various trades are working in remote locations and the quality of finished work
Access Restricted
Acknowledgements
Acknowledgements:
I'd like to recognize my colleagues & industry partners for the opportunity to contribute to the on-going design, analytics and delivery advancement of full volume module facades. Without their support, this paper would not be possible. Special Thanks to: Gensler, Baskerville, Mortenson, CIMC MBS, Morrison Hershfield.
Rights and Permissions
REFERENCES
“Methods of Test for Exterior Walls”, AAMA 501-15, American Architectural Manufacturers Association
“Recommended Static Test Method for Evaluating Window Wall, Curtain Wall and Storefront Systems Subjected to Seismic and Wind-Induced Inter-Story Drift”, AAMA 501.4-18 , American Architectural Manufacturers Association
“Voluntary Specification, Performance Requirements and Test Procedures of Superior Performing Organic Coatings on Aluminum Extrusions and Panels”, AAMA 2605-05, American Architectural Manufacturers Association
“Standard Test Method for Field Determination of Water Penetration of Installed Exterior Windows, Skylights, Doors and Curtain Wall by Uniform or Cyclic Static Air Pressure”, ASTM E1105-15, American Society of Testing and Materials, Annual Book of ASTM Standards vol. 4.11
“Quality Assurance and Water Field Check of Installed Storefronts, Curtain Walls and Sloped Glazing Systems”, AAMA 501.2-15, American Architectural Manufacturers Association
“Standard Test Method for Field Measurements of Air Leakage Through Installed Exterior Windows and Doors”, ASTM E783-02, American Society of Testing and Materials, Annual Book of ASTM Standards vol. 4.11
“Standard Test Method for Determining Rate of Air Leakage Through Installed Exterior Windows, Skylights, Curtain Walls and Doors Under Specified Pressure Difference Across the Specimen”, ASTM E283-19, American Society of Testing and Materials, Annual Book of ASTM Standards vol. 4.11
“Standard Test Methods for Determining Airtightness of Buildings Using an Orifice Blower Door”, ASTM E1827-11, American Society of Testing and Materials, Annual Book of ASTM Standards vol. 4.11
“Standard Test Methods for Determining Air Leakage Rate by Fan Pressurization”, ASTM E779-19, American Society of Testing and Materials, Annual Book of ASTM Standards vol. 4.11